 By now, you're likely familiar with MotorFist and its line of performance outerwear for snowmobile enthusiasts. MotorFist uses eVent waterproof/breathable membranes and stands as eVent fabric's only user in motorsports. eVent membrane is also found in REI, Teva, US Army and overseas military products. MotorFist invited us to a product overview and test facility tour at one of eVent's primary facilities in the U.S. at Kansas City, MO.
By now, you're likely familiar with MotorFist and its line of performance outerwear for snowmobile enthusiasts. MotorFist uses eVent waterproof/breathable membranes and stands as eVent fabric's only user in motorsports. eVent membrane is also found in REI, Teva, US Army and overseas military products. MotorFist invited us to a product overview and test facility tour at one of eVent's primary facilities in the U.S. at Kansas City, MO.
eVent is a subsidiary of GE's Environmental Services branch, which operates under the Energy Services division. eVent was originally acquired by GE for its expertise in production of micro filtration membranes used in the gas turbine and medical fields.
The bridge to performance outerwear membranes was a natural one for eVent and the company maintains its presence in the micro filtration industries. It even manufactures membranes used by the United States Armed Forces for covering turbine-powered aircraft in sandy environments and high-temperature climates.
Insane In The Membrane
eVent's engineers gave us a very technical overview of what the eVent fabric is, how it's constructed and how it's treated for different levels of waterproofness and breathability.
Basically, any PTFE membrane begins with polytetrafluoroethylene product in granular form. That is mixed with a lubricant to form a paste, which is then extruded to produce a tape. That tape is then stretched to create the membrane.
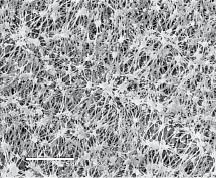
The membrane fabric in this stage is 90 percent air on the surface area. Stretching the tape opens up pores in the membrane that, under a microscope, look like a bunch of randomly interwoven strands. The stretching process determines how open the pores in the membrane are.
At this point, eVent engineers say that all PTFE membranes are the same. How the membrane is treated at this point determines its performance ability in different climates and environments.

 Snow Stuff
Snow Stuff
GE Environmental produces two types of membrane: apparel (eVent fabric) and non-apparel. Non-apparel membranes are used for air pollution control. Apparel membrane has the characteristics of low airflow, high water holdout and thicker, tighter power structure. Apparel membranes are a liquid barrier and are gas permeable.
MotorFist uses eVent's Apparel Grade Membrane, which-untreated-has an average pore size of 0.5 to 1 micron (effective pore size is smaller).
At this size, there are 100 million pores per square centimeter of untreated membrane.
Untreated PTFE membranes can become clogged with oils over time. Oils in the membrane change the surface tension of water molecules, which spreads individual droplets of water out and allows water liquid to permeate the membrane. These oils can come from gasoline or oil spilled on the sled where the garment rubs against the spill. Skin oils, hair care products or any product that can come in secondary contact with the garment can cause this contamination and waterproof failure.
This is why eVent recommends washing your gear at least once a year. Even treated membranes need to be kept clean. Once a membrane becomes contaminated, it can't be washed out very well.
GE has patented a unique chemical treatment process that protects the membrane from contamination without inhibiting its existing ability to act as a liquid barrier and be gas permeable.
eVent's chemical treatment process treats the entire membrane fabric on both sides. Some other common PTFE treatment methods include applying a polyurethane coating on one side of the membrane. eVent engineers told us this type of coating is very durable (some of its military contracts require a polyurethane treatment), but closes pores and causes the membrane to lose permeability. For performance outerwear fabric like MotorFist gear and REI, breathability is key. 
 Stuck Like Glue
Stuck Like Glue
A high-tech treated PTFE membrane is one thing. Mating it to a rugged fabric and turning it into a high-tech finished piece of outerwear is another.
That's where the lamination process comes into play and that process is every bit as high-tech as the PTFE manufacturing process.
Basically, you can't take a porous membrane like eVent fabric, slather it with glue and stick it to a Cordura shell. It would lose most all of its breathability. That's why eVent engineers kept driving home the point that while anyone can say they use a PTFE membrane just like the big brands, the processes from production to finished garment make a world of difference in how that membrane performs. Delamination, base material failures, improper membrane application ... all can be traced back to the varying specifications used by the membrane supplier and the manufacturer of the final garment.
eVent uses an adhesive-selective lamination process to bind the membrane to its consumer's fabric. It does not impede the membrane's function. A gravure roller, which has a pattern of glue-application dots, deposits adhesive on the fabric in such a way that the connection is permanent and durable, yet it doesn't hamper the membrane's ability to do what it's designed to do. eVent does its lamination process at a GE facility in Shanghai, China.
Once the membrane is successfully laminated to the consumer's fabric (in this case, MotorFist's Cordura shell), it still has to be patterned out and sewn together. And a needle piercing the fabric creates holes for water to pass through.
For that, eVent developed its own seam tape, which seals up the seams and creates a waterproof seam.
Lab Coats
While at the Kansas City location, we were shown eVent's own internal membrane and laminated product testing facilities.
eVent tests its apparel membranes for tensile strength, air permeability, oil repellency, waterproofness, prolonged heat, killer wash cycles, surface abrasion, flex testing in water, accelerated aging and more. If it's a real-world condition, eVent has a machine that replicates it in their lab.
One of these tests is the J1S1099 B2 Inverted Cup waterproof breathability test. In this test, the test sample is placed on the surface of water. An inverted cup containing potassium acetate is placed on top of the test sample. The cup is weighed after a standard period of time to determine the fabric's breathability. A higher weight means it has absorbed more water vapor, which means that test sample has higher breathability.
Another test shows the fabric's waterproof resistance under pressure, such as sitting on a wet seat or kneeling on slushy snow.
The test sample has a standardized column of water pushing against it. The test sample we watched finally failed waterproofness at 106 psi. Your knee kneeling on concrete is under a pressure of about 14 psi.
And beyond all of its test equipment, eVent inspects samples of its membranes under an electronic microscope, which we were also able to watch. At this level, you can see the individual pores in the membrane.
On its chemically treated membranes, the individual nodes are thicker than untreated and the coating on the threads is visible. On a sample of its military-grade polyurethane-coated membrane, you can see a fairly solid coating on one side of the membrane, while the opposed side of the membrane looks like an untreated sample.
In the MotorFist
eVent is a high-performance waterproof/breathable fabric that the most hard core backcountry sledder can count on. And it's found in MotorFist's line of snowmobile outerwear.
To see more, visit www.motorfist.com.
To learn more about eVent, visit www.ge-energy.com/eventfabrics.